


- Display 15 Products per page








Headquarters:
Grupy AK Północ 2 / u. 8
00-713 Warsaw, Poland
tel. / fax: +48 22 891 23 88
Branch office:
Stara Dębowa Wola 55
27-400 Ostrowiec Świętokrzyski, Poland
tel.: +48 41 263 36 07
fax: +48 41 243 40 11
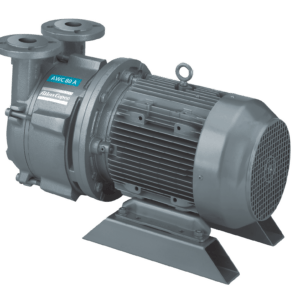
Liquid ring vacuum pumps (1-stage and 2-stage) are used to generate a vacuum up to 33mbar (a). In turn, air and other gases and vapors compress to a pressure of 2.5 bar (a). These pumps are characterized by a simple structure, resistance to contamination and high temperature of sucked gases.
Pumps in the 1-stage version work well for vacuum levels ≥150mbar (a), but for lower pressures, the 2-stage version is better. The service liquid circuit can be open (no cooling) or closed with a heat exchanger and recirculation. There are also mixed systems with partial recirculation of service liquid.
Properly selected materials of the body, impeller and seals as well as a properly made installation with protection against dry-running and cavitation ensure many years of failure-free operation of the pump.
Pumps with a liquid ring are also available in the Atex version and can pump hazardous gases.
See more descriptionA so-called “liquid ring” is formed in the pump housing between the impeller and corps due to the centrifugal force of the rotating vanes. Gases and vapors are forced through the spaces between the liquid ring and the rotor blades. During the rotation of the pump impeller, the volume of successive working spaces is variable. This allows the suction and compression of successive portions of process gases, and then their removal from the inside of the pump housing. The pumped gases are wet, but free of grease or oil contamination. The service liquid can be separated from the ejected gases and then reused in the process. The pump itself does not require the use of oil separators.
Liquid ring pumps are very quiet, reliable and durable, and are resistant to high humidity of the conveyed gases. Any fluid that will not corrode the pump can be used as a service fluid. Some pumps run on low-viscosity oils, which allows the final pressure to be reduced to 10mbar (a), and the pump does not cavitate. The use of liquid separators at the pump outlet with a liquid ring allows them to be captured and returned to the service liquid tank.
Liquid ring pumps also have a high suction tolerance for solid particles and high vapor volumes, making them ideal for harsh process conditions. In addition, they provide near isothermal (cold) compression, which is essential in the case of hazardous or sensitive gases.
These pumps are most often used in the processes of evaporation, degassing, thickening, sterilization, drying, distillation and vacuum crystallization as well as improving the efficiency of energy generators. And also in central vacuum systems and wherever it is required to create a vacuum in the range up to 33mbar (a).
These devices are used in many industries, including widely understood production. For example, in the food industry, plastics processing, paper, ceramics, mining, electricity generation (in the oil, gas sector). And also in the pharmaceutical sector, in the medical industry, in the compression of chemical gases, in the chlor-alkali industry, in environmental protection, in the textile industry and in transport.
Liquid ring pumps come in different sizes in two versions; single-stage and two-stage. In the former, compression is performed only once. On the other hand, in the two-stage version, the pumped medium is compressed again to achieve lower pressures (deeper vacuum). Two-stage compression gives high discharge pressure and stable performance. Such a pump / compressor works reliably and saves energy.
Headquarters:
Grupy AK Północ 2 / u. 8
00-713 Warsaw, Poland
tel. / fax: +48 22 891 23 88
Branch office:
Stara Dębowa Wola 55
27-400 Ostrowiec Świętokrzyski, Poland
tel.: +48 41 263 36 07
fax: +48 41 243 40 11